آموزش نحوه ساخت سگمنت در 9 مرحله

در این نوشتار نحوه ساخت سگمنت را تشریح خواهیم کرد. سگمنت ها معمولاً توسط یک سری قالب های خاص که در ساختمان آن ها از نظر ابعاد، تلرانس های خیلی کم باید برآورده شود، ساخته می شوند. با ما همراه باشید.
پوشش هايي كه متشكل از قطعات بتني پيش ساخته (سگمنت) هستند، معمولاً توسط يك سري قالب هاي خاص كه در ساختمان آن ها از نظر ابعاد، تلرانس هاي خيلي كم بايد برآورده شود، ساخته می شوند. همچنين اين قالب ها داراي سطوحي هستند كه در خود يك سري طرح هاي خاص براي اضافه كردن نوار آب بند دارند. ماكزيمم خطايي كه در ساخت قسمت هاي مختلف يك سگمنت مجاز مي باشد در شكل 1 و جدول 1 نشان داده شده است.
پیشنهاد مطالعه: انواع سگمنت تونل برای نگهداری سنگ در تونل های حفاری شده
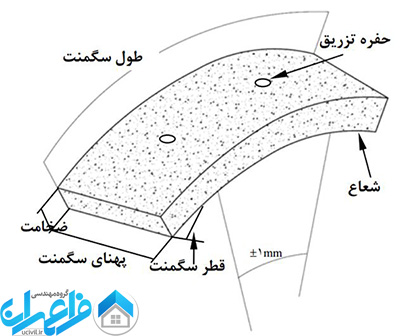
شكل 1 – هندسه و حداكثر خطاي مجاز ساخت سگمنت
جدول 1 – حداكثر خطاي مجاز در ساخت قسمت هاي مختلف سگمنت

در ساخت سگمنت، علاوه بر ملاحظات فني خاص (دستيابي به مقاومت مناسب)، حداكثر نياز روزانه نيز تاثيرگذار است. فرآيند توليد قطعات سگمنتي را مي توان به پنج مرحله زير تقسيم بندي نمود:
- اختلاط
- قالب گيري
- پرداخت قطعات
- خارج كردن از قالب
- دپو كردن
شكل 2 فلوچارت مراحل توليد سگمنت را نشان مي دهد
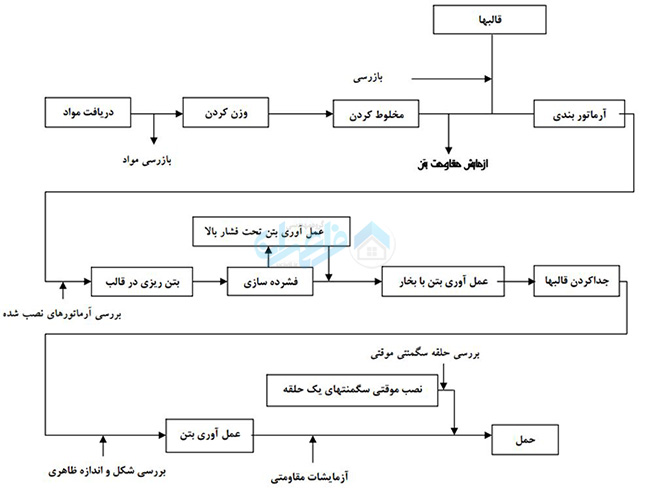
شكل 2 – فلوچارت مراحل ساخت سگمنت
به طور كلي دستگاه هاي توليد سگمنت به دو گروه عمده دستگاه هاي گردان و دستگاه هاي ثابت تقسيم بندي مي شوند. در دستگاه هاي گردان قالب ها داراي يك سري چرخ هستند و پس از آن كه هر يك از عمليات فرآيند توليد كامل مي شود، تمام قالب هاي موجود بر روي خط توليد به صورت همزمان حركت داده مي شوند. با استفاده از اين روش امكان توليد مناسب و انبوه با استفاده از كارگر كمتر و كاهش زمان هاي مرده به وجود مي آيد. در اين روش لرزش در يك ايستگاه لرزه مناسب، ايجاد مي شود و تعداد ويبراتورهاي به كار رفته كمتر است. در روش دستگاه هاي ثابت قالب ها به زمين متصل مي شوند و تمامي عمليات جابجايي و انتقال و جايگذاري مواد بر روي هر يك از قالب ها توسط سيستم هاي معمول از قبيل جرثقيل ها، ميكسرها و … صورت مي گيرد. از اين سيستم براي توليد پايين و همچنين براي حالتي كه عمل آوري با بخار مد نظر نباشد، استفاده مي شود.
1- ساخت و آماده سازي قالب براي قطعات پيش ساخته بتني (سگمنت)
قالب ها از يكسري صفحات فولادي صلب ساخته شده اند. در اين قالب ها استفاده از ملزومات و ادواتي كه از صلبيت و كيفيت مطلوب برخوردار بوده و آرماتورها را در محل و موقعيت صحيح نگه دارند، اهميتي به سزايي دارند. تمامي بازشوها، خم ها، قطعات جاگذاري شده، قلاب هاي مخصوص حمل و نقل و ادوات مورد نياز براي اتصال قطعات بتني كه قرار است در بتن جا داده شوند، بايد به دقت در موقعيت هاي تعيين شده استقرار يافته و به نحوي مطمئن به قالب متصل گردند. قبل از جاگذاري قفسه آرماتور داخل قالب بايد كليه مراحل تميز كردن قالب، بستن المان هاي قالب و كنترل قالب بسته شده به دقت انجام گيرد. شكل 3 مراحل ساخت و آماده كردن قالب را نشان مي دهد.

شكل 3 – مراحل ساخت و آماده كردن قالب براي توليد قطعات سگمنتي
2- جاگذاري قفسه آرماتور
آرماتورهاي داخل سگمنت، به صورت شبكه جوش شده به كار مي روند، براي ساخت شبكه آرماتور، فريم (شابلون)، دستگاه برش، دستگاه خم كن و … به تناسب مورد نياز مي باشند. به تعداد قالب ها كاور برزنتي نيز براي پوشاندن قالب هاي سگمنت در مرحله عمل آوري سگمنت مورد نياز مي باشد. پس از تكميل قفسه آرماتور، هر قفسه به يكسري فاصله دهنده مجهز مي شود. با استفاده از اين فاصله دهنده ها، ضخامت پوشش بتني روي آرماتورها برآورد مي شود و قفسه ها درون قالب در موقعيت صحيح خود جاگذاري مي شوند. شكل 4 يك نمونه از ساخت قفسه آرماتور بر روي شابلون و شبكه هاي آرماتور ساخته شده را نشان مي دهد.

شكل 4 – ساخت قفسه آرماتور بر روي شابلون و شبكه هاي آرماتور ساخته شده
3- بتن ريزي قالب ها
وسايل و روش مورد استفاده براي بتن ريزي داخل قالب ها بايد به نحوي باشد كه اين امر را بدون جدا شدن دانه بندي بتن از يكديگر امكان پذير سازد. دقت خاص بايد لحاظ گردد تا بتن با فشار كافي كليه فضاهاي خالي را پر نمايد. شكل 5 نحوه حمل بتن و بتن ريزي داخل قالب هاي سگمنت را نشان مي دهد.

شكل 5 – نحوه حمل بتن و بتن ريزي داخل قالب هاي سگمنت
4- تراكم و تحكيم بتن
پس از ريختن بتن بايد با وسايل مناسب آن را متراكم نمود. اين عمل بايد چنان انجام شود كه هواي محبوس داخل بتن تماماً خارج شده و بتن يكپارچه دور آرماتورها، قطعات مدفون و نهايتاً كليه زواياي قالب را پر نمايد. در ساخت قطعات سگمنتي عمدتاً از ويبراتورهايی كه خود به دو نوع ويبراتورهاي دروني يا غوطه ور و ويبراتورهاي بيروني يا قالب تقسيم مي شوند براي متراكم كردن بتن استفاده مي شود. در ويبره دروني داخل و خارج كردن ويبراتور در بتن بايد به آرامي و حدوداً با سرعت 8 سانتي متر در ثانيه صورت گيرد تا حباب هوا داخل بتن باقي نماند. شكل 6 نحوه ويبره دروني را نشان مي دهد.

شكل 6 – ويبره دروني
5- پرداخت سطوح نهايي بتن
پرداخت سطوح نهايي بتن هنگامي كه از آب اندازي كامل بتن مطمئن شده و حداقل زمان آن يك ساعت پس از بتن ريزي است، اجرا مي گردد. در نهايت سطح بتن بايد صاف، از نظر رنگ و بافت يكنواخت و عاري از برجستگي و سطوح ناصاف، سوراخ و كرمو باشد. شكل 7 پرداخت سطوح بتن را نشان مي دهد.

شكل 7 – پرداخت سطوح بتني
6- عمل آوري بتن با بخار
به منظور تسريع در رسيدن به مقاومت هاي مورد نياز جهت خارج نمودن قطعات توليدي از قالب هاي فلزي سگمنت ها بايد از سيستم عمل آوري با بخار استفاده نمود. در سيستم متحرك قالب ها پس از بتن ريزي بلافاصله وارد تونل هاي بخار گرديده و حداقل به مدت 6 تا 8 ساعت در آنجا نگهداري مي گردند. اما در سيستم ثابت، بخار توليد شده به وسيله سيستم لوله كشي به زير هريك از قالب ها منتقل مي گردد و حرارت نيز توسط رادياتور تعبيه شده در زير قالب تامين مي شود. عمل آوري سگمنت به وسيله انتقال حرارت از طريق قالب به بتن و همچنين اسپري بخار انجام مي گيرد. نقش كاورها در اين مرحله محافظت از حرارت و بخار توليد شده مي باشد. شكل 8 يك نمونه از دستگاه توليد بخار و چگونگي عمل آوري با بخار را نشان مي دهد. شكل 9 سيستم بخار دهي ثابت با استفاده از كاور برزنتي را نشان مي دهد.

شكل 8 – سيستم توليد بخار (بويلر)

شكل 9 – سيستم بخار دهي ثابت با استفاده از كاور برزنتي
7- خارج كردن قطعات سگمنتي از قالب
پس از اتمام فرآيند عمل آوري، قطعات سگمنتي از طريق جرثقيل هاي معمولي يا جرثقيل هاي مكشي از قالب جدا مي شوند. قطعات بايد هنگامي از قالب جدا شوند كه بتن مقاومت مشخصه را به دست آورده باشد، همچنين قالب ها و جرثقيل هاي سقفي بايد مجهز به سيستمي باشند كه تنش وارده هنگام بلند كردن قطعات از قالب به طور مساوي در همه قسمت هاي سگمنت پخش شود. شكل 10 خارج كردن قطعات سگمنت با استفاده از جرثقيل هاي مخصوص را نشان مي دهد.

شكل 10 – باز كردن قالب ها و جدا كردن سگمنت ها با استفاده از انواع مختلف جرثقيل
8- عمل آوري با آب
پس از جدا كردن قطعات از قالب، به منظور تكميل پروسه عمل آوري به خصوص در هواي گرم و خشك، بايد قطعات به محض آغاز گيرش وارد استخر آب شوند. اين نوع عمل آوردن بايد در حالت عادي يك هفته و در هواي گرم و خشك به مدت دو هفته ادامه يابد. شكل 11 نمايي از عمل آوري با آب را نشان مي دهد.

شكل 11 – داخل كردن قطعات سگمنتي به صورت ايستاده (كتابي) در استخر آب به منظور عمل آوري با آب
9- كنترل رواداري هاي مجاز
قبل از توليد انبوه و انتقال سگمنت ها به محوطه كاري تونل لازم است رواداري قسمت هاي مختلف سگمنت و يك رينگ كامل ساخته شده از اين قطعات بررسي شود. براي رسيدن به اين منظور ابتدا به كمك عمليات نقشه برداري شابلون رينگ بر روي زمين ساخته و يك رينگ كامل از قطعات سگمنت بر روي آن تكميل مي شود. شكل 12 نحوه كنترل رواداري هاي مجاز را نشان مي دهد.

شكل 12 – كنترل رواداري هاي مجاز سگمنت ها و رينگ ها
منبع : نشریه ۶۸۴ طراحی و اجرای پوشش داخلی تونل ها