نکات جوشکاری در ورق های فولادی نازک و ضخیم
در این پست ابتدا نکات جوشکاری در ورق های فولادی نازک و ضخیم را برمی شماریم سپس در ادامه به فرآیند این نوع جوشکاری ها و چالش های پیش رو در جوشکاری می پردازیم، با ما همراه باشید.
مقدمه
طبق گزارش موسسه آهن و فولاد آمریکا، فولادهای سبک نورد سرد، امروزه بیش از 45 درصد فولاد بازار ساخت و ساز را در بر می گیرند. برای ساخت و ساز نسبتاً سبک مانند آپارتمان ها و خانه های مسکونی، اعضای فولادی نورد سرد، جایگزین سازگارتری برای محیط زیست نسبت به چوب هستند، چرا که چوب در معرض انقباض، تاب برداشتن و موریانه ها قرار دارد. کف، دیوار و سقف ممکن است متشکل از فولاد نورد سرد یا ترکیبی از آنها باشد. در صنعت بزرگراه، ورق فولادی با ابعاد کوچک در آب گذرها، گارد ریل ها، موانع و علائم میانی استفاده می شود. در ساختمان های سنتی فولادی سنگین وزن، ورق فولادی اغلب نگهدارنده دال های بتنی است. با توجه به کاربردهای گسترده این مواد، آمار تعجب آور نیست.
در مقابله با قطعات فولادی سبک ممکن است این گونه تصور شود که استفاده از این قطعات حساسیت و دقت به خصوصی نیاز ندارد، اما این تصور بسیار دور از واقعیت است. برای مثال قفسه های نگهدارنده مواد که معمولاً از مواد نورد سرد ساخته می شوند و سازه های محافظت شده توسط ورق های توری شکل را در نظر بگیرید. گارد ریل های بزرگراه ها نقش واضحی در تأمین ایمنی ایفا می کنند. عناصر ساختمانی مانند مصالح، تنگ ها و مهار بندها وظایف حیاتی دارند. سیستم های قاب فضاکار که از فولاد نورد سرد ساخته می شوند، با وجود وزن کم، سیستم سقف قوی را ایجاد می کنند. ظاهر فولاد سبک، نباید یک رفتار اتفاقی را در عملکرد حیاتی این اعضا ایجاد کند.
هر کجا فولاد پیدا شود، معمولاً جوشکاری در ورق های فولادی نیز وجود دارد و ساخت و ساز با فولاد نورد سرد نیز از این قضیه مستثنا نیست. با این حال، شباهت های بین جوشکاری اشکال ساخته شده با نورد گرم و نورد سرد تا حدودی مانند نسبت شیر به گربه خانگی است، ممکن است هر دو آنها مو دار و زرد باشند (اشاره به شباهت گربه و شیر) اما تفاوت آن ها بیشتر از شباهت ها است. نه تنها فرایندها و تکنیک های جوشکاری برای اتصال مواد نازک تر مختلف هستند، بلکه آیین نامه های قابل استفاده، اتصالات جوشی، انواع جوش و ماهیت مشکلات بالقوه نیز متفاوت می باشند.
جوشکاری چنین فلزهای سبک نیز نباید غیر حساس در نظر گرفته شود. درست مثل همتایان خود در فولادهای سنگین، جوش هایی که قطعات ورق فولادی را به هم متصل می کنند، مهم هستند و ممکن است برای عملکرد سیستم حیاتی باشند.
آیین نامه های جوشکاری در ورق های فولادی
ساخت و ساز سنتی سازه های فولادی با اشکال بال پهن نورد گرم، معمولاً توسط الزامات طراحی ساختمان های اسکلت فلزی مربوط به موسسه ساخت و ساز فولادی آمریکا پوشش داده می شوند. هنگامی که در سازه از اعضای فولادی نورد سرد استفاده می شود، پروژه معمولاً در حوزه الزامات AISI در خصوص طراحی اعضای فلزی نورد سرد قرار می گیرد. به طور مشابه، جوشکاری فولاد سازه ای نورد سرد معمولاً تحت پوشش آیین نامه جوش سازه ای انجمن جوش آمریکا بخش D1.1 قرار دارد، در حالی که ورق فولادی با الزامات آیین نامه AWS بخش D1.3 پوشش داده می شود.
D1.3 به طور خاص برای رسیدگی به فرایندهای جوشکاری، اتصالات، انواع جوش، مواد و جزئیات دیگر مرتبط با جوش و اعضای نازک تر تدوین شده است. برای مثال، هنگام جوشکاری بر روی مواد سنگین، چالش جوشکار در رسیدن به ذوب مطلوب است به طوری که یک جوش مقاوم حاصل شود. هنگام جوشکاری ورق فولادی، بزرگترین چالش جوشکار جلوگیری از ذوب فلز پایه است. بر این اساس، D1.3 آزمون های تعیین صلاحیت مناسبی را تعیین نموده است که مهارت های مورد نیاز برای این نوع کار را اندازه گیری می کنند. به طور مشابه، اتصالات و جوش هایی که احتمال استفاده در ساخت و ساز ورق فولادی دارند، در D1.3 آورده شده اند.
یک همپوشانی عمدی در ضخامت فولادهای موجود در هر دو آیین نامه وجود دارد، هر دو آیین نامه طیفی از یک هشتم تا سه شانزدهم اینچ ( 3 تا 4.8 میلی متر ) را شامل می شوند. در حالی که این همپوشانی سردرگمی هایی را در طول سال ها سبب شده است، مزیت آن در استفاده از یک کد برای پوشش کل پروژه است. برای مثال، اگر ضخامت تمام فولادهایی که قرار است در یک سازه جوش داده شوند برابر یک هشتم و بزرگتر باشد، D1.3 به تنهایی می تواند برای اداره کل پروژه مورد استفاده قرار گیرد. به طور مشابه، اگر همه قطعات کوچکتر از سه شانزدهم اینچ باشند، تنها D1.3 مورد نیاز خواهد بود.
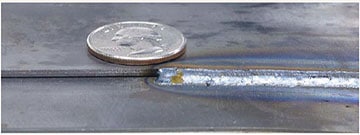
در برخی موارد، قطعات نازک به قطعات ضخیم متصل می شوند. شاید معمول ترین استفاده از چنین حالتی، در ورق های فولادی مصالح کف سازی جوش داده شده به تیرهای فولادی سازه ای پشتیبان می باشد. در چنین مواردی، الزامات اجرایی هر دو آیین نامه D1.3 و D1.1 برای اطمینان از حصول کیفیت لازم استفاده می شوند. در شکل 1 یک نمونه جوشکاری در ورق های فولادی نشان داده شده است.

شکل 1 . جوشکاری در ورق های فولادی
انواع جوشکاری در ورق های فولادی
جوش استفاده شده در ورق فولادی با ابعاد کوچک از همتایان خود در فولاد سنگین متفاوت است و معیارهای طراحی برای چنین جوش هایی نیز متفاوت می باشد. در مصالح با ضخامت کوچک، اتصالات لب به لب اغلب جوش شیاری گوشه مربعی داده می شوند، در حالی که فولاد سنگین اغلب نوعی آماده سازی قبل از جوش شیاری (مانندپخ زدن) خواهد داشت. جوش های شیاری وی شکل و نیم جناغی اغلب در استفاده از فولاد سرد شایع هستند، چرا که گوشه ها شکل یک شیار طبیعی به خود می گیرند، در حالی که هنگام سروکار داشتن با اشکال و صفحات ضخیم چنین جزئیاتی به ندرت یافت می شوند. در اتصالات دارای هم پوشانی در فولاد سنگین یا سبک، یک جوش انگشتانه از طریق یک سوراخ در عضو ایجاد می شود چنین جوش هایی به ندرت در صفحات سنگین استفاده می شوند، اما در ساخت و سازهای ورق فولادی رایج هستند. جوش گودال که معمولاً برای اتصال مصالح کف سازی به فولاد پشتیبان استفاده می شود، با ذوب ورق فولادی و آمیخته شدن به فولاد سنگین تر زیرین ایجاد می شود. در شکل 2 یک نمونه جوشکاری در ورق های فولادی نشان داده شده است.
شکل 2 . جوشکاری در ورق های فولادی
هم فولاد سنگین و هم ورق های فولادی می توانند با جوش گوشه به هم متصل شوند. با این حال، اساس طراحی برای دو مورد متفاوت است، برای جوش های گوشه موجود در D1.1، گلویی به عنوان المان کنترل کننده فرض می شود و ظرفیت اتصال تا حدی وابسته به مقاومت فلز جوش رسوب کننده دارد. در مورد ورق های فولادی، D1.3 فرض می کند که ظرفیت اتصال توسط مقاومت ورق فولاد تعیین می شود. به عنوان یک نتیجه، مقاومت ورق فولادی است که در محاسبات طراحی استفاده می شود نه مقاومت فلز جوش رسوب کننده. همین فلسفه در جوش های شیاری وی شکل و مورب و همچنین جوش های نقطه قوس (گودال) اعمال می شود. این رویکرد هم با تحقیق و هم تجربه ثابت شده است، در حالت حدی، اتصالات قطعات نازک معمولاً با کشیده شدن جوش به خارج از فلز پایه شکسته می شوند.
پیشنهاد مطالعه : نشریه 228 آیین نامه جوشکاری ساختمانی ایران
فرایندهای جوشکاری در ورق های فولادی
در حال حاضر، جای تعجب ندارد که فرآیندها و تکنیک های مناسب جوشکاری روی ورق فولادی ممکن است کاملاً متفاوت از جوشکاری اشکال سنگین باشد. در حالی که جوش قوس فلزی با الکترود پوشش دار می تواند در کاربردهای با ابعاد کوچک با استعمال الکترود با قطر کوچکتر و جریان جوشکاری پایین استفاده شود، امروز بسیاری از پیمان کاران فرایندهای جوشکاری نیمه اتوماتیک آسانتر را برای استفاده انتخاب می کنند. با این حال، نمونه کاربردی از جوشکاری قوس فلزی با الکترود پوشش دار پایدار در ورق فولادی، جوشی است که مصالح کف سازی را به فولاد نگه دارنده متصل می کند. در اینجا، سادگی، قابلیت حمل و ظرفیت جوش SMAW روند انتخاب را تعیین می کنند.
ذوب فلز پایه جهت جوشکاری در ورق های فولادی
مهم ترین چالش در جوشکاری ورق های فولادی، تمایل به ذوب فلز پایه است. استفاده از فرآیند، روش و تکنیک مناسب جوشکاری یک ابزار برای رسیدگی به این موضوع است. با این حال، چندین ابزار دیگر برای محدود کردن این تمایل موجود هستند. هنگامی که قرار است جوش قوس الکتریکی انجام شود، انتخاب ضخامت مناسب مصالح بسیار مهم است.
ایجاد جوش های با کیفیت بر روی اتصالات لب به لب ورق های فلزی دشوار است. تغییرات در تناسب، به طور خاص جلوگیری از ذوب فلز پایه را در کار با ورق های نازک دشوار می سازد. با این حال، در بسیاری از اتصالات، اتصالات لب به لب می توانند با اتصالات روی هم جایگزین شوند. این کار ضخامت فلز در اتصال را دو برابر می کند و ممکن است استفاده از جوش کام را آسان تر کند. در شرایط دیگر، جوش های شیاری لبه مربعی طولی در قطعه های لب به لب می توانند با جوش های شیاری مورب جایگزین شوند. لبه شکل داده شده زیر اتصال، آن را تقویت نموده و به جفت و جور شدن قسمت ها کمک می کند و به عنوان یک سینک حرارتی تمایل مذاب به ذوب فلز پایه را محدود می کند.
شکل 3 . جوشکاری در ورق های فولادی
چالش های جوشکاری در ورق های فولادی
برای جوشکاری مقاطع سنگین، ترک خوردگی یک موضوع مهم است که نیاز به کنترل فلزات پایه، مواد جوش، پیش گرمایش و عوامل دیگر دارد. در کار با ورق فولادی، ترک خوردگی به ندرت مشکل ساز است. با این حال، در استفاده از ورق فولادی با ابعاد کوچک، علاوه بر تمایل مذاب به ذوب فلز پایه، مشکل بالقوه اعوجاج است. کمانش، پیچ و تاب و پیچش، چالش های مداوم هستند. با این حال، راه حل نسبتاً ساده است، کوچک نگه داشتن اندازه جوش و ایجاد جوش با بیشترین سرعت ممکن (که این کار با پایین ترین سطح حرارت ورودی صورت می گیرد).
بسیاری از ورق های فولادی با کاربرد همگانی نیز روکش دار شده اند. فولاد گالوانیزه ممکن است برای تأمین مقاومت در برابر خوردگی مورد استفاده قرار گیرد، اما چنین روکشی برخی از چالش های جوش کاری را سبب می شود. جوشکار باید از دود تولید شده از جوشکاری بر روی فولاد گالوانیزه محافظت کند و الکترودها و یا تکنیک های خاصی ممکن است برای جوش دادن موفقیت آمیز چنین موادی نیاز باشند. ورق های فولادی نیز ممکن است پوشش خاصی را دریافت کنند که می تواند چالش های جوشکاری در ورق های فولادی را ایجاد کند.
برش ورق فولادی
ورق های فولادی را می توان به روش های گوناگونی از جمله قیچی، فلز بر و وسایل مکانیکی دیگر پردازش کرد. برش اکسی سوخت که معمولاً برای سازه های فولادی سنگین استفاده می شود، به سرعت یک ورق فولادی را از بین خواهد برد. با این حال، برش پلاسما به طور ایده آل برای چنین کاربردهایی مناسب است.
پیشنهاد مطالعه : ضوابط جوشکاری ساختمان اسکلت فلزی بخش اول
پیشنهاد مطالعه : ضوابط جوشکاری ساختمان اسکلت فلزی بخش دوم
منبع :
مقاله ی جوش قوسی در ورق های فولادی سبک، مترجم پوریا نخعی – از مقالات تحلیلی گروه آموزشی 808